Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


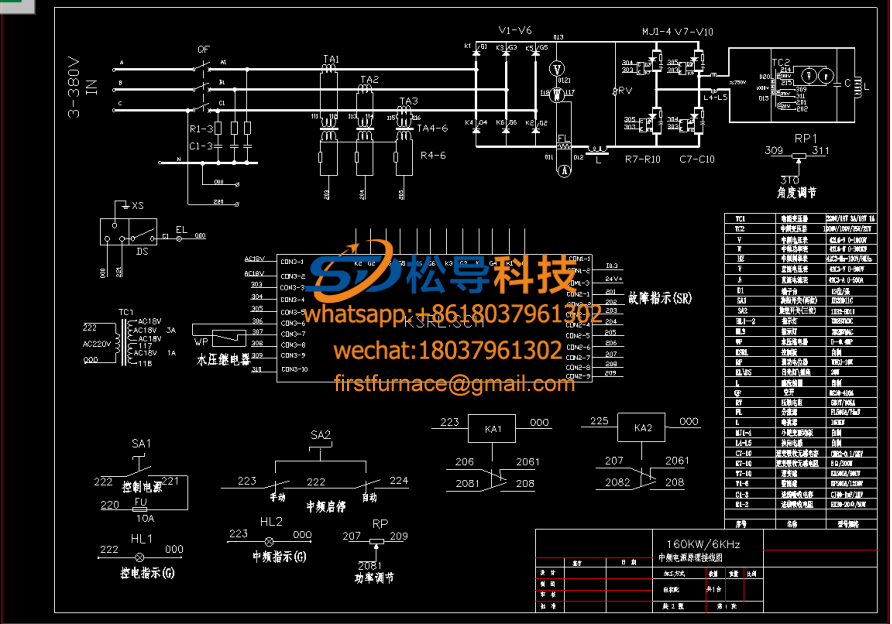 160kw medium frequency induction heating furnace electrical s
160kw medium frequency induction heating furnace electrical s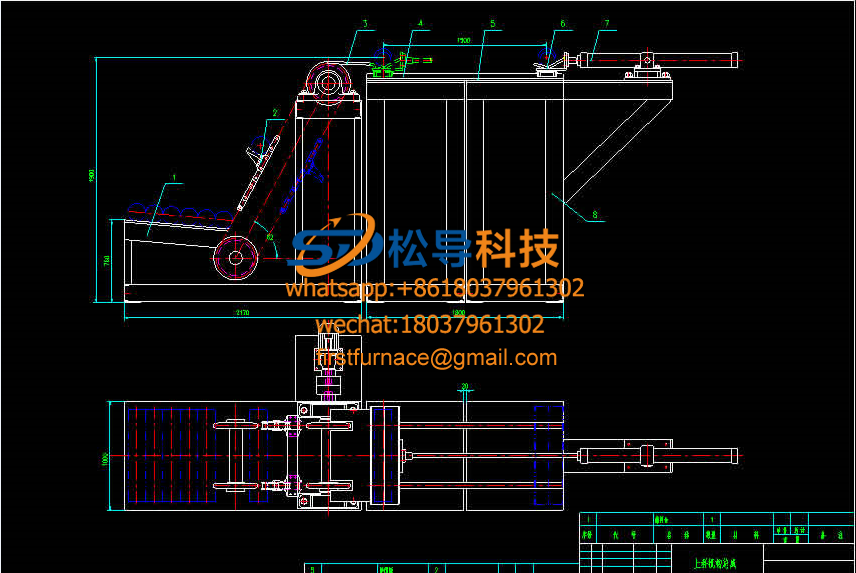 Mechanical schematic diagram of automatic feeding of round st
Mechanical schematic diagram of automatic feeding of round st 20mm bar induction heating forging furnace
20mm bar induction heating forging furnace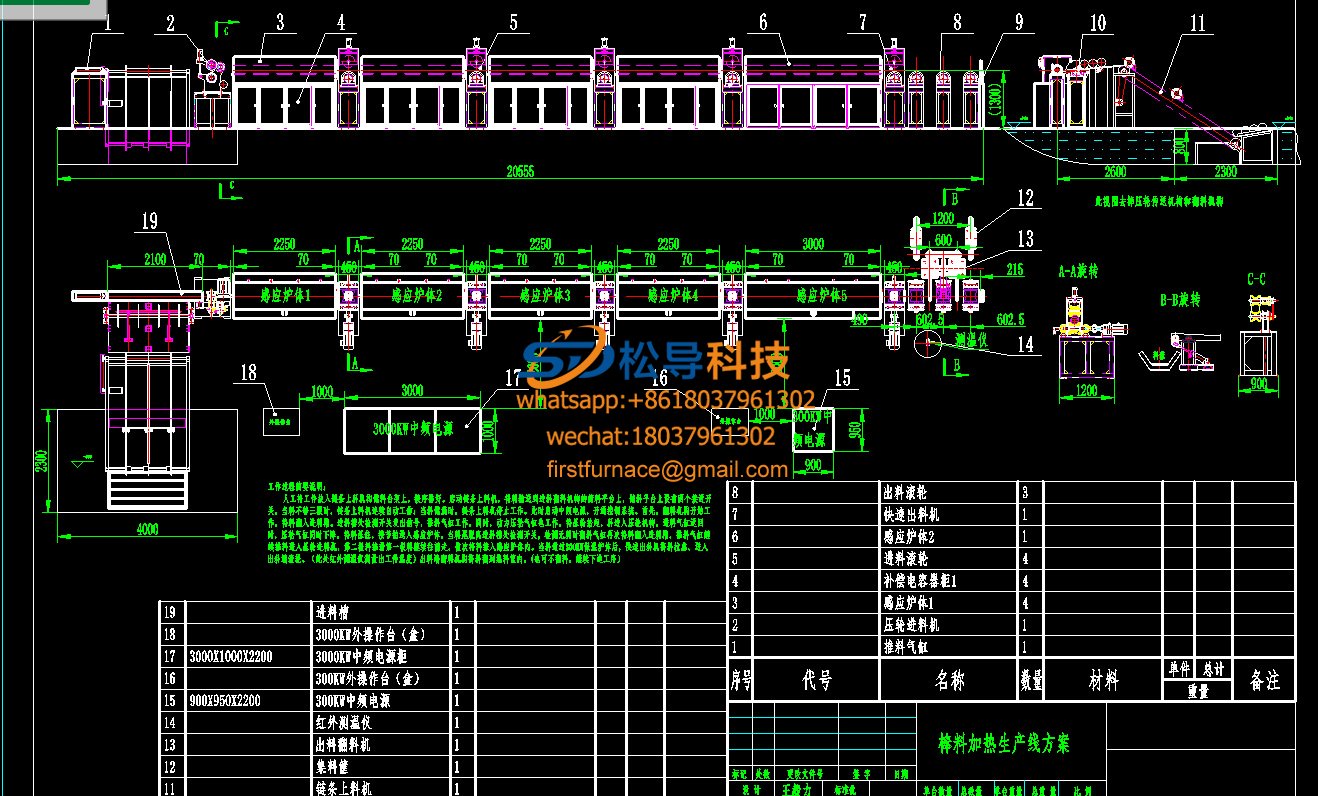 Bar Induction Heating Furnace Foundation Map
Bar Induction Heating Furnace Foundation Map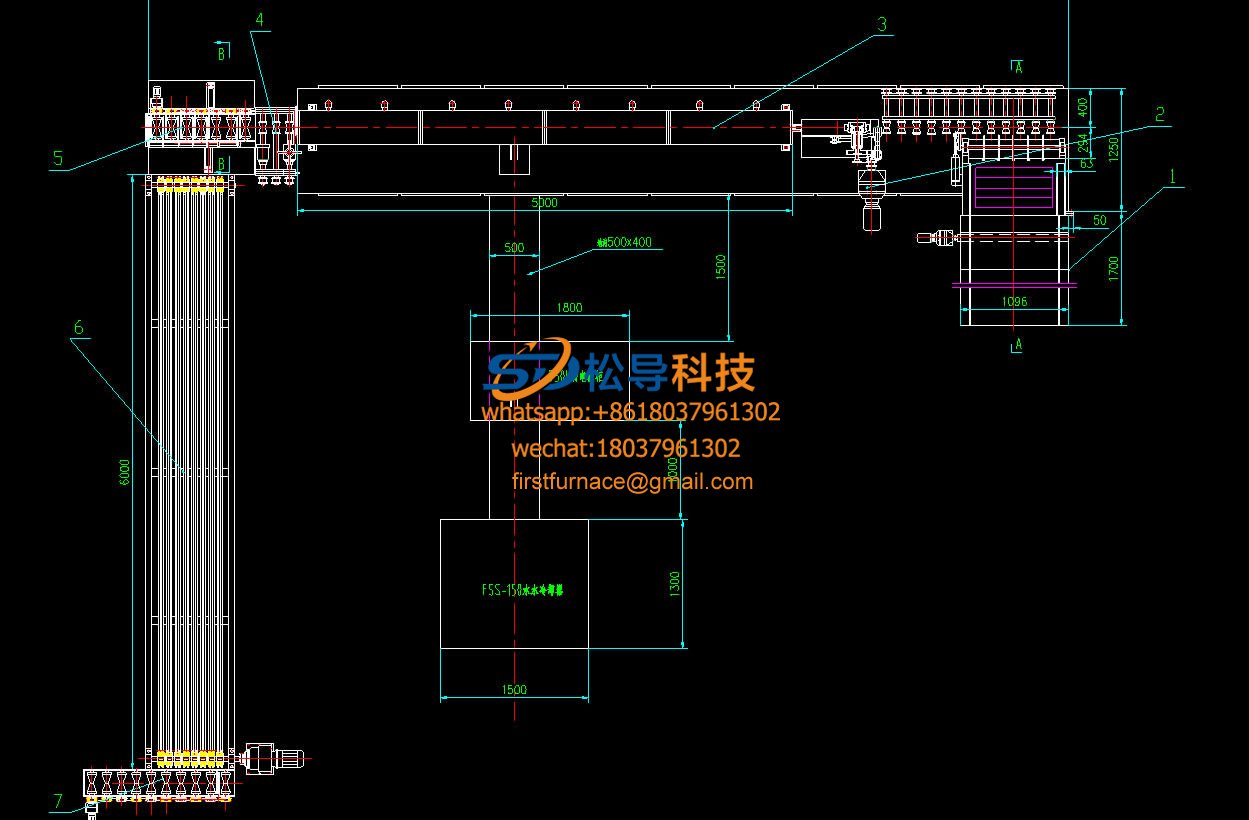 Plane Layout of Intermediate Frequency Induction Heating Furn
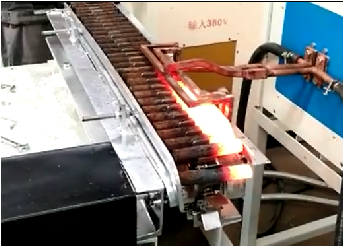
Plane Layout of Intermediate Frequency Induction Heating Furn billet induction heating furnace coil
billet induction heating furnace coilThe complete set of automatic bar heating furnace consists of: intermediate frequency power supply, capacitor cabinet, sensor, automatic feeding rack, unloading rack and control cabinet. The intermediate frequency power supply adopts a split structure design, and the power cabinet is a GGD standard cabinet. The capacitive cabinet and inductor are compact in design and increase heating efficiency.
Reasonable control of the distance between the sensor and the heating rod shortens the time for the red hot rod to be exposed to the air, reduces the scale of the round rod , and reduces energy consumption. The speed of the transmission mechanism is automatically controlled according to the process parameters set by the user. When there is no workpiece in the sensor, the automatic control system automatically reduces the output power of the intermediate frequency power supply; the workpiece enters the sensor, and the automatic control system automatically increases the output power of the intermediate frequency power supply.
I. Summary of technical parameters of bar heating furnace
Round rod diameter | Round bar length | Heating temperature | Furnace power |
Φ16mm | 300mm | 1100 | 250kw/4000HZ |
Φ31-80mm | 70-480mm | 1250 | 500kw/2500HZ |
Φ120mm | 1500mm | 1250 | 2000kw/1000HZ |
The medium frequency induction heating furnace can be customized according to actual needs. | |||

Bar induction heating furnace application assembly drawing
Second, bar heating furnace application areas:
Forging heating: used for round bar, round steel, square steel, steel plate heating, temperature compensation, blue quenching material online heating, local heating, metal material online forging (such as gear, semi-shaft connecting rod, bearing and other precision forging), Extrusion, hot rolling, heating before shearing, spray heating, thermal assembly, and heating, annealing, tempering, etc. of the entire metal material.
Heat treatment: mainly for shafts (straight shaft, variable diameter shaft, camshaft, crankshaft, gear shaft, etc.); gears; sleeves, rings, discs; machine tool screws; guide rails; planes; ball heads; hardware tools, etc. Surface heat treatment of mechanical (automobile, motorcycle) parts and overall quenching, annealing, tempering of metal materials.
Third, what parameters are required for the selection of bar heating furnaces?
The selection of bar heating furnace generally requires the following parameters:
First: the shape of the heated workpiece, the outer dimensions, and the weight of the heated workpiece.
Second: the material material of the heated workpiece (generally induction heating, only for metal conductor materials).
Third: the time of the target temperature required for heating the heated workpiece, and the target temperature.
Once the above three points are clear, the bar heating furnace can be selected to include matching power.
Fourth, what are the characteristics of the bar furnace structure?
1. Furnace structure: Our company's heating furnace is designed as an overall quick change type. Quick change is possible when changing the furnace body for different heated workpieces.
2. Furnace lining: The lining is made of silicon carbide or integral knotting, and the temperature is above 1450 °C.
3. Protection: Automatic shutdown when the water temperature exceeds 65 °C.
4. Induction furnace water cooling rail: Water-cooled rail is installed on the induction furnace lining.
Fifth, how to calculate the power of the bar heating furnace?
P=(0.168×200×693)/(0.24×0.6×145)=1029KW In the formula: 0.168—the average specific heat of the ferrous metal; 2080—the mass of the workpiece (Kg); 200—the temperature rise of the workpiece heating; 0.24— Work heat equivalent; 0.6 - average efficiency (0.6 in this case, generally 0.5 ~ 0.65, lower profile sensor, take 0.4); 145 - work beat (seconds)
According to the above calculation, a 1KHz induction heating device with a rated power of 1500 KW can be configured to meet the needs.
Sixth, how to choose the power frequency of the bar heating furnace?
The choice of power frequency follows the principle of optimal heating efficiency and temperature uniformity (core temperature difference). The higher the frequency, the higher the heating efficiency, but the too high frequency is likely to cause the surface of the workpiece to be too burnt. According to our experience, the frequency is selected to be 2500KHZ. , the best heating effect can be obtained without overheating the workpiece temperature.
Seven, how to choose and choose a bar heating furnace? Mainly from several aspects:
1. Shape and size of the heated workpiece
For large workpieces, round bars and solid materials, bar heating furnaces with relatively high power and low frequency should be used; for small workpieces, pipes, plates, gears, etc., bar heating furnaces with relatively low power and high frequency are used.
2. Depth and area required for heating
Deep heating depth, large area, overall heating, should use high-power, low-frequency bar heating furnace; shallow heating depth, small area, local heating, the use of relatively low power, high frequency bar heating furnace.
3, the required heating rate
The heating speed required is fast, and a bar heating furnace with relatively high power and relatively high frequency should be selected.
4, the continuous working time of the equipment
The continuous working time is long, and the bar heating furnace with a slightly larger power is used.
5, the connection distance between the sensing component and the device
The connection length is long, and even the use of water-cooled cable connection is required. The medium-frequency induction heating furnace with higher power should be used relatively.
6, process requirements
In general, quenching, welding and other processes, relatively power can be selected smaller, frequency selection is higher; annealing, tempering and other processes, relative power selection is larger, frequency selection is lower; red punch, hot calcination, smelting, etc., need For a heating process, the power should be chosen to be larger and the frequency selected lower.
7, the material of the workpiece
The relative power of the high melting point of the metal material is larger, the relative power of the lower melting point is smaller, the power of the smaller resistivity is larger, and the power of the larger resistivity is smaller.
Eight, bar heating furnace has significant advantages:
1. Compared with traditional heating means (oil, coal, gas), it has the remarkable advantages of environmental protection, energy saving, convenient operation and low labor intensity;
2. Compared with the thyristor intermediate frequency, the energy saving is 10%~30%, and there is no harmonic interference to the power grid;
3. Compared with the resistance furnace, the energy saving is 50%~60%;
4. It has the advantages of fast heating, uniform heating, no oxide layer and good product quality for customers' products;
5. The sensor is isolated by a transformer and is very safe.
6. Environmental protection: no pollution, noise and dust.
7. Adaptability: It can heat various workpieces with different shapes.
8, the equipment occupies a small area, less than two square meters, to facilitate customers to maximize the use of production space.
Nine, why is the bar heating furnace efficient?
The principle of the bar heating furnace is electromagnetic induction, and the heat is generated in the workpiece itself. The ordinary worker can carry out the continuous work of the forging task ten minutes after the bar heating furnace is put into work. The professional workers do not need to burn the furnace and seal the furnace in advance. Work. Don't worry about the waste of the heated billet caused by power failure or equipment failure. Because of the rapid heating rate of this heating method, there is very little oxidation, and at least 20-50 kg of steel raw materials are saved per ton of forgings compared with coal-fired furnaces. The material utilization rate can reach 95%. Because the heating method is evenly heated, the temperature difference of the core surface is extremely small, so the forging die life is greatly increased in the forging, and the surface roughness of the forging piece is also less than 50 um. The heat is heated inductively. It is produced in the workpiece itself, so the heating is uniform, and the temperature difference between the core and the core is very small. The temperature control system can realize the precise control of the temperature to improve the product quality and the pass rate.
PREV:No More Articles.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved