Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


 Tubing end induction heating equipment
Tubing end induction heating equipment steel pipe induction heating equipment
steel pipe induction heating equipment Steel tube induction heating furnace
Steel tube induction heating furnace Steel pipe medium frequency heating furnace
Steel pipe medium frequency heating furnace steel pipe heating equipmentSteel pipe induction heating equipment
steel pipe heating equipmentSteel pipe induction heating equipment Drill rod end intermediate frequency heating equipment
Drill rod end intermediate frequency heating equipment Steel pipe online heating equipment
Steel pipe online heating equipment Steel pipe electric heating equipment
Steel pipe electric heating equipment Induction heating belt
Induction heating belt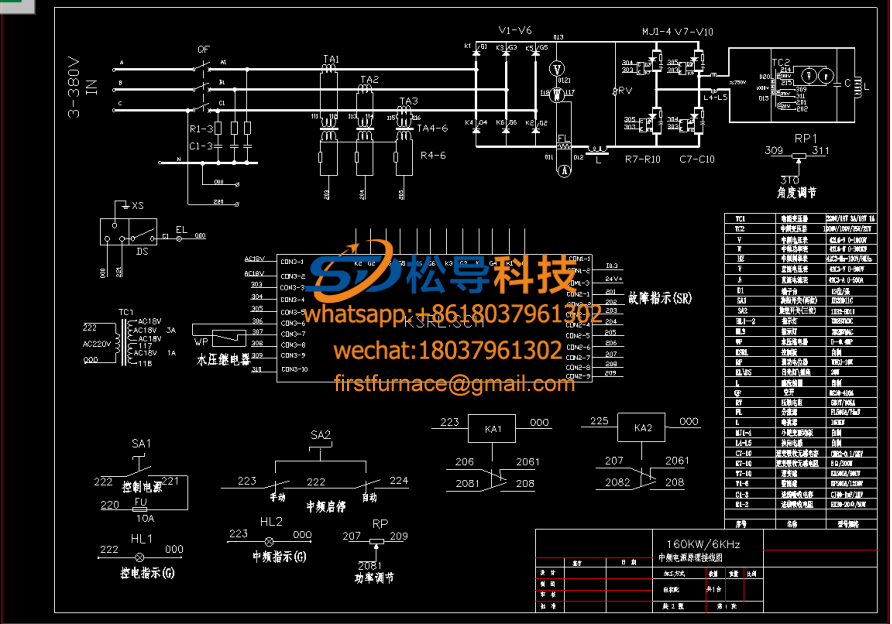 160kw medium frequency induction heating furnace electrical s
160kw medium frequency induction heating furnace electrical s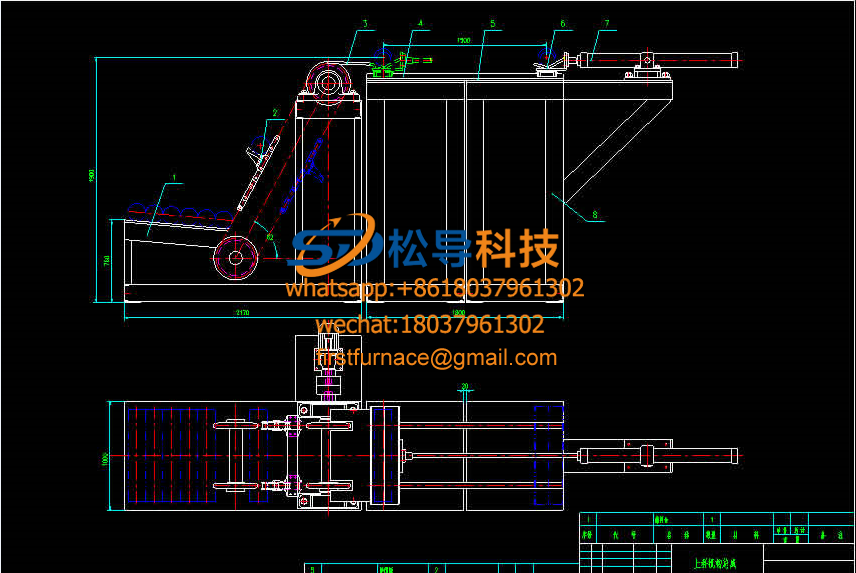 Mechanical schematic diagram of automatic feeding of round st
Mechanical schematic diagram of automatic feeding of round st 20mm bar induction heating forging furnace
20mm bar induction heating forging furnace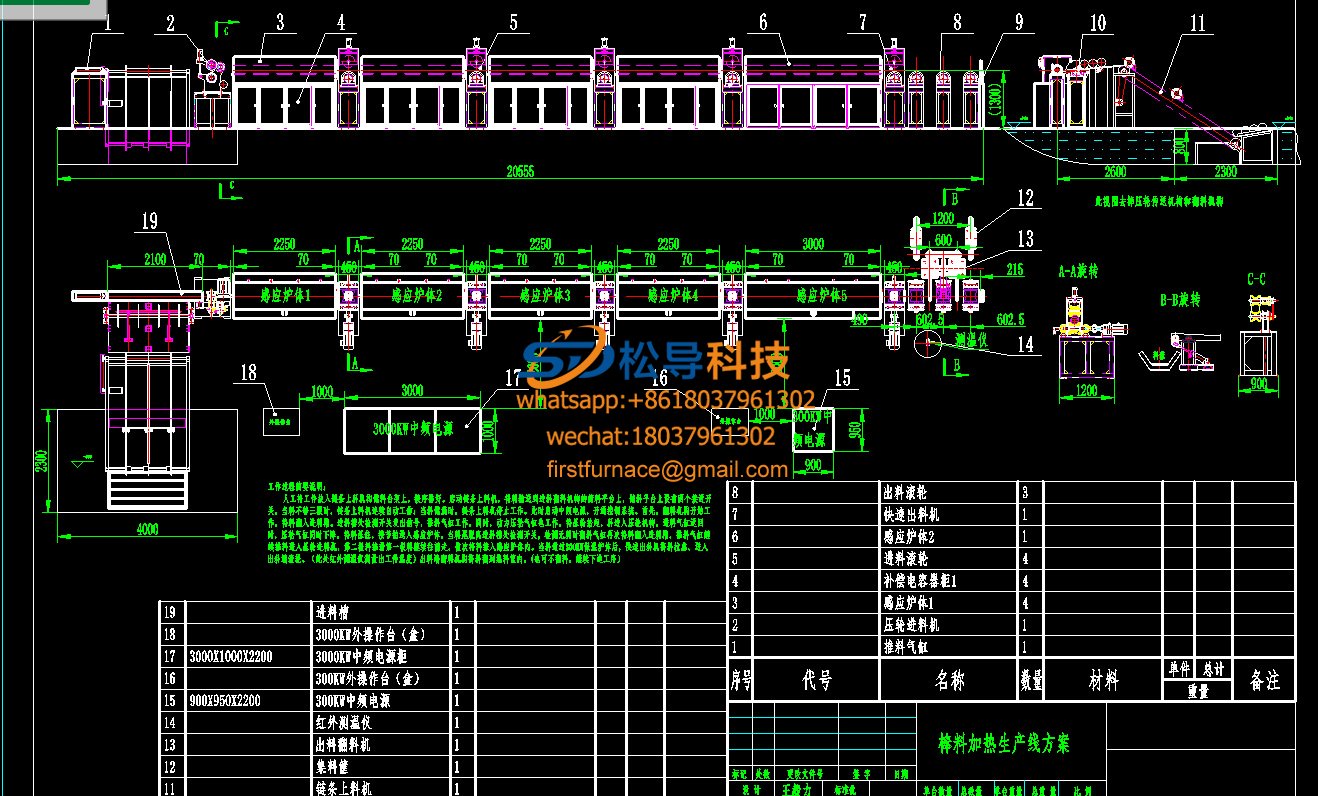 Bar Induction Heating Furnace Foundation Map
Bar Induction Heating Furnace Foundation Map On-site Use of Drill Pipe Heat Treatment Equipment
On-site Use of Drill Pipe Heat Treatment Equipment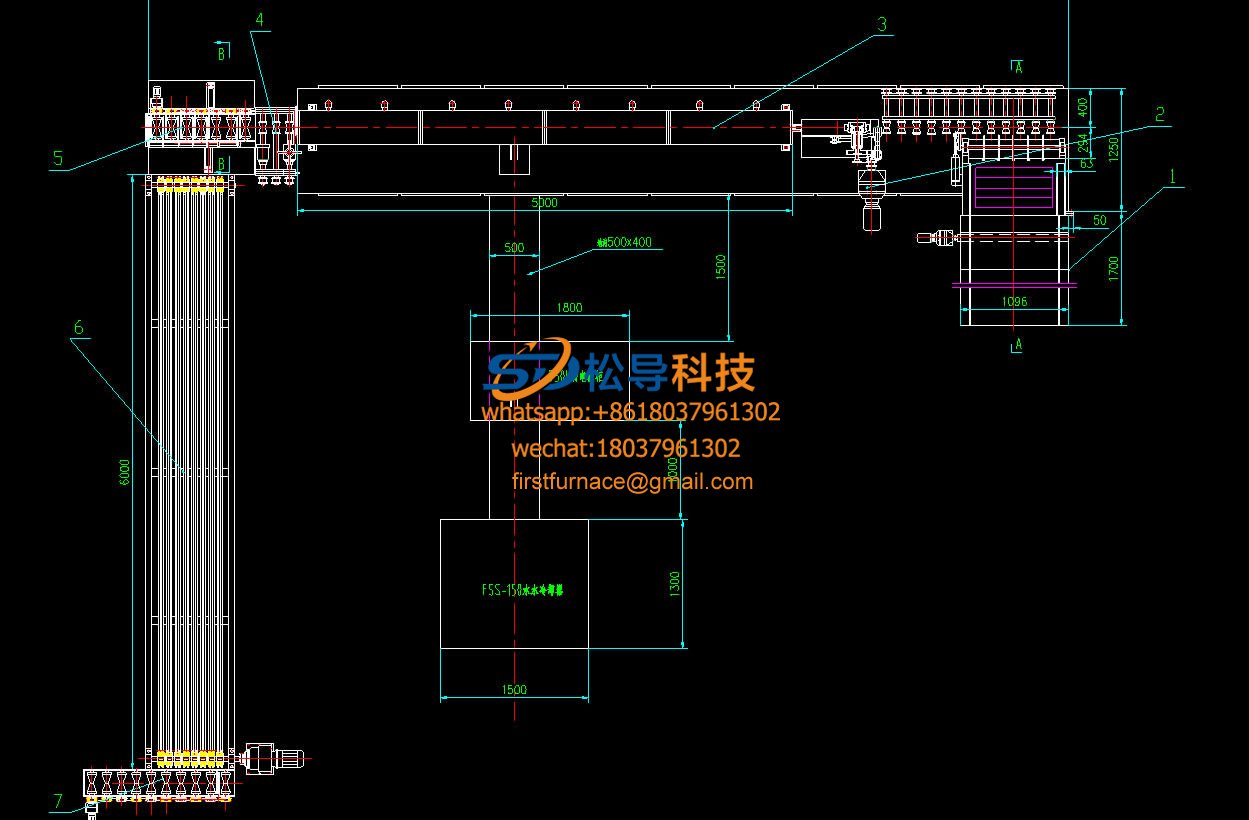 Plane Layout of Intermediate Frequency Induction Heating Furn
Plane Layout of Intermediate Frequency Induction Heating Furn Plane induction heater
Plane induction heater billet induction heating coil
billet induction heating coil billet induction heating furnace coil
billet induction heating furnace coil1. Main parameters and brand requirements of steel tube heating induction heating equipment
The main equipment of this heating system consists of two 2000KVA six-phase rectifier transformers, two 12-pulse 1500KW/1500Hz parallel resonant intermediate frequency power supplies, two capacitor cabinets and two sets (6 sets each). The total power is 3000KW. The temperature automatic control system consists of Advantech IPC, Siemens S7-300 PLC, three sets of American Raytek two-color infrared thermometer, three sets of Turck photoelectric switches and two sets of BALLUFF speed measuring devices. The industrial control software is Siemens authorized software.
2. Process parameter requirements
A. Steel pipe specifications:
Φ133×14 4.5m length (the actual outer diameter is controlled below Φ135)
Φ102×12 3~4.0m length (the actual outer diameter is controlled below Φ105)
Φ72×7 4.5m length (the actual outer diameter is controlled below Φ75)
B. Steel pipe material: TP304, TP321, TP316, TP347, P11, P22, etc.
C. Heating temperature: about 150 ° C, the temperature of the stainless steel tube before entering the furnace: the head is about 920 ~ 950 ° C, the tail is about 980 ~ 1000 ° C, and the internal temperature of the pipeline is higher than the external temperature), the low temperature end is required to fill the temperature, and the whole Warming up to the tail of the head is raised to (1070 ~ 1090) °C, the temperature difference between the first and last tails is controlled within 30 degrees.
D. Maximum bending of steel pipe (flatness): 10mm/4500mm
F. Heating speed: ≥0.30m~0.45m/sm/s
E. Heating process control: The uniformity of discharge temperature should be ensured and the deformation of the pipe should be reduced. The furnace body has 6 sections, each section is about 500mm in length (each furnace is controlled by 3 sections of furnace heating). At the entrance and exit of each group of furnaces A two-color thermometer is installed for temperature measurement, a speed measuring device is installed for speed measurement, temperature closed-loop control is realized, and a reliable and optimized control algorithm is used. After temperature analog quantity acquisition processing and data calculation, dynamic adjustment and precise control of each group of furnace body output are performed. The power ensures that the discharge temperature of the tube blanks of different specifications tends to be uniform and the uniformity is better, and the risk of micro cracks caused by thermal stress is overcome.
In addition, in order to make up for the time difference of the temperature measurement of the thermometer and improve the control sensitivity, a hot body detecting device is installed at the inlet and the outlet of each group of furnaces, so that the heating furnace is more sensitive and reliable in maintaining the power and high power of the material and the material.
3. Six-phase rectifier transformer parameters and functional requirements:
The whole set of equipment uses two 2000KVA rectifier transformers, each of which is a 12-pulse rectification structure. The main parameters are as follows:
Rated capacity: Sn=2000KVA
Primary voltage: U1=10KV 3φ 50Hz
Secondary voltage: U2=660V
Connection group: d/d0, Y11
Efficiency: η ≥ 98%
Cooling method: oil immersed from cold
Protection function: heavy gas trip, light gas trip, pressure release brake, oil over temperature alarm
±5% on the high pressure side, 0% third gear
4, main parameters and functional requirements of medium frequency power supply for steel tube heating induction heating equipment:
Input voltage: 660V
DC voltage: 890V
DC current: 1700A
IF voltage: 1350V
IF frequency: 1500Hz
Medium frequency power: 1500KW / each
5, capacitor cabinet requirements
a, capacitor selection
1500Hz electric heating capacitor produced by Xinanjiang Power Capacitor Factory
Model: RFM2 1.4—2000???—1.5S
The capacitor is installed below the hob below the foot of the hob, about 500mm, the depth of the trench is more than 1.00m, and the width of the trench is 1.4m.
b, water cooling pipeline requirements
Made of thick-walled stainless steel, water inlet 3.5 inch pipe, return water 4 inch pipe, other 2.5 inch pipe, including stainless steel pipe fittings and switches.
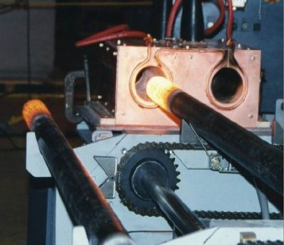
6, sensor, furnace requirements
Copper shields are used at both ends of the furnace to reduce leakage flux, and water is designed on the circumference of the furnace. The chassis is made of non-magnetic stainless steel. The copper tube is wrapped with T2 oxygen-free copper. The wall thickness of the copper tube is greater than or equal to 2.5mm. The insulation material of the furnace body is made of American Union Mine, which has high strength, high temperature resistance and long service life. The furnace body is made of high strength. Thick insulation board. The stainless steel quick-change joint is used for the inlet and outlet of the furnace to facilitate the replacement of the furnace body.
A drain hole is opened in the lower part of the induction furnace body, and the condensed water in the furnace can be automatically discharged.
7, sensor lift bracket requirements
a. The sensor bracket is installed with 6 units between the roller tables for mounting the sensor.
b. In order to prevent the bracket from being heated, the sensor bottom plate and the bracket top plate are made of non-magnetic stainless steel.
c. For steel pipes of different diameters, the corresponding sensors need to be replaced and the center height can be adjusted.
d. The bolt holes of the inductor are made into a long hole for easy adjustment.
e. The center height of the sensor can be adjusted by the stud nut in the sensor mounting plate.
f. The two connecting copper bars in the lower part of the inductor are connected with the water-cooled cables from the capacitor cabinet by four stainless steel (1Cr18Ni9Ti) bolts.
g. The quick-change joint and the hose connection between the inlet and outlet pipes of the inductor and the main water pipe are not affected by the position error, and the quick connection of the sensor waterway is realized.
h, the sensor can be quickly replaced, each replacement time is less than 10 minutes, and two cars are equipped for replacement of the sensor.
8. Steel pipe pair water cooling pumping device
In order to prevent the steel pipe from damaging the inductor when it passes through the induction furnace, the inductor is damaged. A power-driven steel pipe centering device should be installed at the inlet and outlet ends of each power supply supporting inductor to ensure that the steel pipe passes through the sensor smoothly. Without colliding with the furnace body. The device is height-adjustable and is suitable for steel pipes of φ72, φ102 and φ133. The speed of this device is adjustable, using Siemens variable frequency motor and frequency converter, the frequency conversion speed adjustment range is ≤10 times. The water-cooled roller is made of non-magnetic stainless steel.
9, closed water cooling system
a. The closed cooling device with the total cooling water flow of the furnace body of 200 m3/h shares one set or one set, but the intermediate frequency power supply, the resonant capacitor and the sensor water system are required to be separated to prevent interference. Closed cooling devices should be made of imported hot-dip galvanized steel sheets, brand-name fans, pumps and control components.
b. Water-cooled pipelines are required to be made of thick-walled stainless steel, including stainless steel fittings and switches.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved







































