Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


 Round steel induction heating furnace
Round steel induction heating furnace Aluminum rod induction heating furnace
Aluminum rod induction heating furnace Aluminum forging furnace
Aluminum forging furnace Aluminum rod medium frequency heating furnace
Aluminum rod medium frequency heating furnace Aluminum induction heating furnace
Aluminum induction heating furnace Aluminum hot rolling
Aluminum hot rolling Aluminum billet heating furnace
Aluminum billet heating furnace Aluminum billet induction heater
Aluminum billet induction heater aluminum alloy induction heating equipment
aluminum alloy induction heating equipment Aluminum ingot medium frequency heating furnace
Aluminum ingot medium frequency heating furnace Aluminum ingot online heating medium frequency furnace
Aluminum ingot online heating medium frequency furnace Trapezoidal aluminum ingot heating equipment
Trapezoidal aluminum ingot heating equipment Aluminum rod online heating furnace
Aluminum rod online heating furnace aluminum rod induction heating furnace
aluminum rod induction heating furnace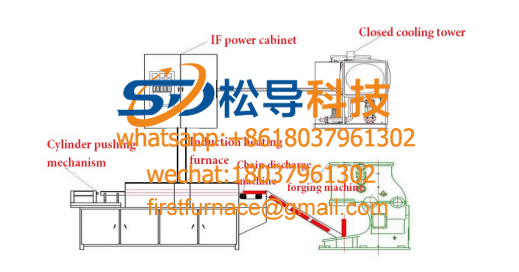 Aluminum bar heating furnace
Aluminum bar heating furnace aluminum rod heating equipment
aluminum rod heating equipment Copper wire copper tube bright annealing equipment
Copper wire copper tube bright annealing equipment  Copper heat treatment furnace
Copper heat treatment furnace  Copper forging furnace
Copper forging furnace  Copper annealing furnace
Copper annealing furnace 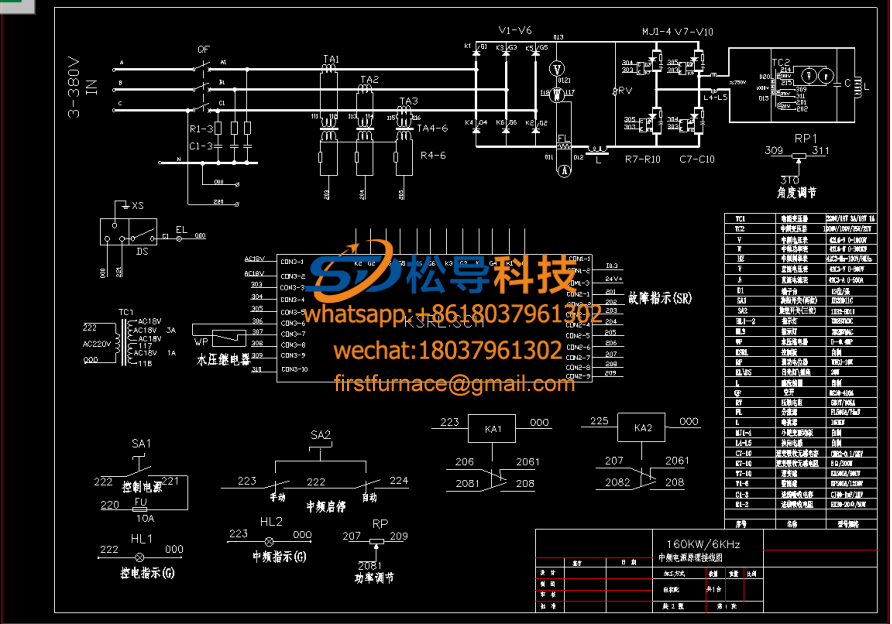 160kw medium frequency induction heating furnace electrical s
160kw medium frequency induction heating furnace electrical s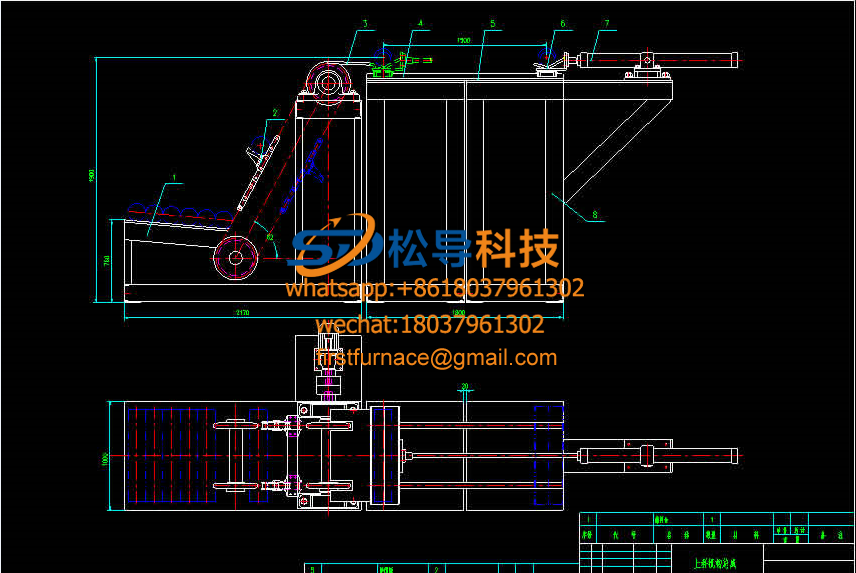 Mechanical schematic diagram of automatic feeding of round st
Mechanical schematic diagram of automatic feeding of round st 20mm bar induction heating forging furnace
20mm bar induction heating forging furnace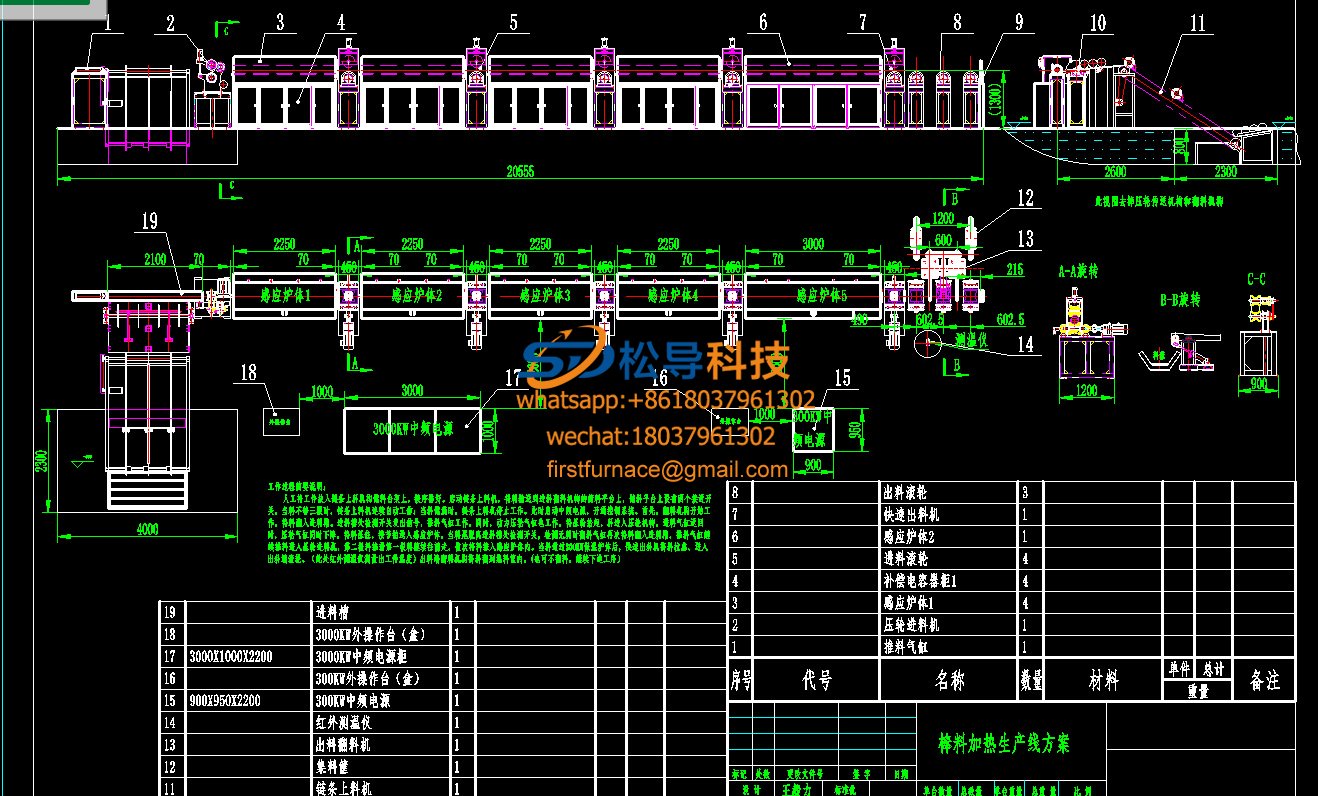 Bar Induction Heating Furnace Foundation Map
Bar Induction Heating Furnace Foundation Map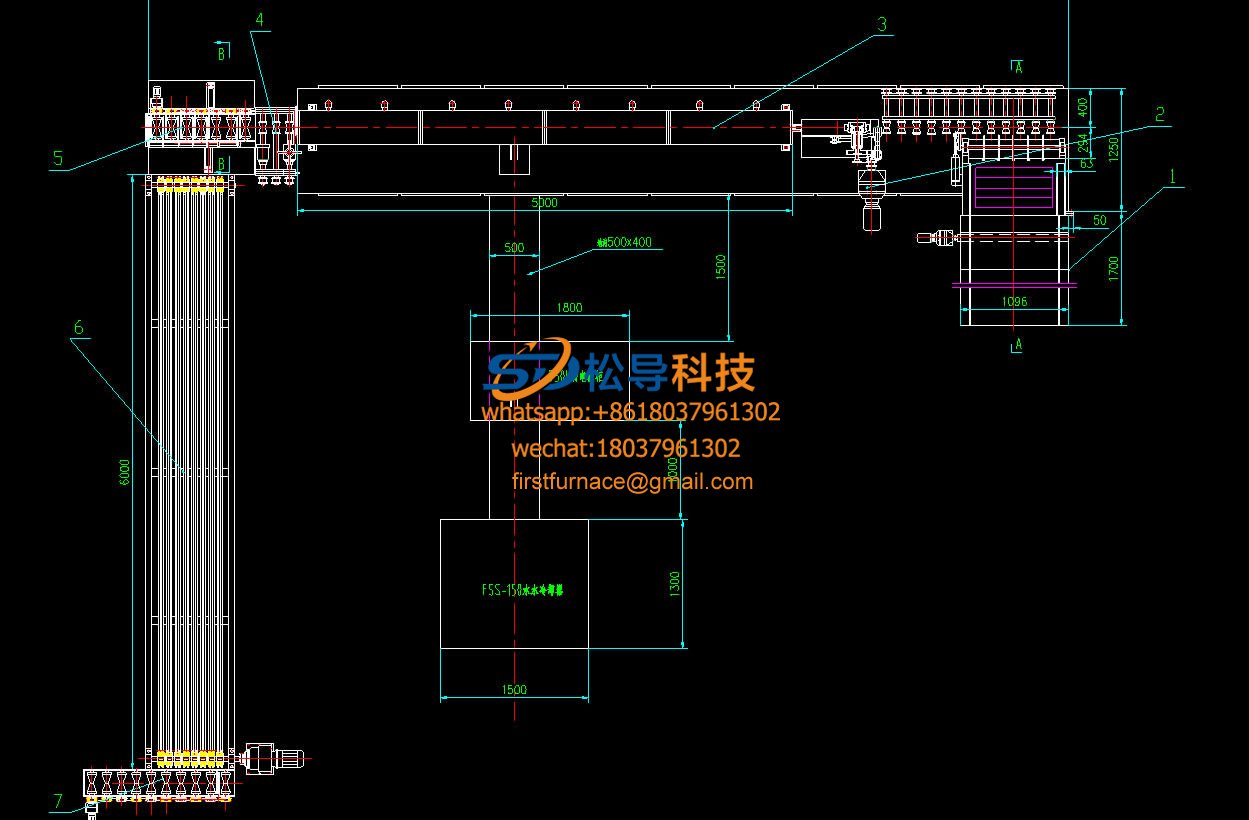 Plane Layout of Intermediate Frequency Induction Heating Furn
Plane Layout of Intermediate Frequency Induction Heating Furn billet induction heating furnace coil
billet induction heating furnace coilSquare billet medium frequency induction heating furnace
A , overview
This set of equipment is mainly used for heating the square billet rolling production line for the heating of square billet of 150 × 150 specifications. The equipment consists of intermediate frequency power supply, compensation capacitor cabinet, cylinder pusher, heating furnace, fast discharge machine and control system. The total power of the whole set of equipment is 1200KW and the frequency is200Hz .
B, workpiece parameters and process requirements
1 , workpiece size : square blank 150 × 150 (maximum workpiece).
2. Length 170 .
3. Temperature before heating: normal temperature;
4, the temperature after heating: 1200 ° C;
5 , heating beat: 60 seconds / piece (with continuous production capacity);
6 , allow temperature difference ≤ 30 ° C;
7. The final plan of the equipment discharge center is to be determined.
C, the determination of the power frequency and power :
According to the blank specification , the furnace frequency is calculated to be 30 0 Hz .
According to the blank specification, the power is selected as 1200KW.
D, device composition and work process description :
1. The equipment composition range is shown in the table below.
Serial number | content | Quantity | Remarks |
1 | Thyristor intermediate frequency inverter KGPS -2000 /0. 3 | 2 sets | |
2 | Compensation capacitor bank 1.2-2000-0. 2 S | 2 sets | |
3 | Induction heating GTR F150 | 1 set | Heating 15 0 × 150 square billets |
4 | Induction heating GTR F120 | 1 set | Heating 12 0 × 120 square billets |
5 | Induction heating furnace bench | 1 set | |
6 | Cylinder pushing | 1 set | |
7 | Quick discharge | 1 set | |
8 | Connecting copper bars between devices | 1 set |
2. Description of the work process :
Manually put the material into the V-shaped groove in front of the cylinder, push the material into the heating furnace through the cylinder, heat it to the furnace mouth, and quickly raise the material through the quick discharge to the next process.
3. Heating the furnace body:
u Furnace structure
For different heated workpieces, different heating furnaces should be replaced when heating, in order to facilitate replacement and reduction.
The amount of work when replacing the furnace body, our company's heating furnace is designed as an overall quick change type. Quick change is possible when changing the furnace body for different heated workpieces.
Water connection for quick connector, for electrical connection reliable and fast replacement, using a large stainless steel bolt connections. Simply replace the bolt and open the water fitting locking device when replacing.
u Water quick change joint : In order to change the convenience of the furnace body, a quick change joint is adopted in the pipeline joint design, as shown in the figure.
u Furnace lining : The furnace lining adopts integral knotting method, and the use temperature is above 1 45 0 °C. It has good insulation, heat insulation, and is resistant to chilling heat and impact resistance.
u Protection: the sensor coil temperature switch installed waterways, automatically shut down when the water temperature exceeds 65 ℃. Avoid burning the induction coil. When not working, the condensate in the inductor coil can pass into the compressed air row
u Out
F , main technical indicators of equipment
1. Rectifier transformer ( user-supplied ) :
1.1 equipped with a dedicated rectifier transformer, the parameters are as follows:
1.1.1 input voltage: 35KV ;
1.1.2 output voltage: 440V ;
1.1.3 wiring method: d/d, y-11 ;
1.1.4 Line voltage ± 5% adjustable;
1.1.5 capacity: 1500 KVA ;
1.1.6 Quantity: 1 set
1.2 The winding of the transformer can meet the electrical parameters when the furnace is full of cold materials and when short-term power overload is allowed.
1.3 Transformers are manufactured by state-recognized regular transformer manufacturers.
2. Thyristor intermediate frequency inverter :
2.1 With full furnace start function, start success rate: 100 %; hot material 100 %. The process temperature can be reached by starting to heat the discharge.
2. 2 Run 120 0 KW rated power output of the power factor above 0.93.
2.3 Main components such as thyristors in the IF inverter cabinet and the main components of the whole line are preferably domestic advanced components. All design components need to be replaced by one level due to procurement difficulties to ensure stable and reliable operation of the equipment.
2.4 Induction heating furnace has heat preservation function (low frequency operation of medium frequency power supply), which can avoid the workpiece from melting in the furnace.
2.5 After heating, the various blanks reach the process temperature (up to 1200 ° C ).
2.6 material burning rate: ≤ 0. 5 %.
2.7 Inductive heating power consumption per ton of billet: < 550KW.h . (The billet passes continuously in the induction heating furnace )
2.8 circuit structure: parallel inverter.
2.9 In the case of grid voltage fluctuation of 10 %, the IF output voltage fluctuation is not more than ± 1 %.
2.10 connecting internal cross-sectional area of copper is sufficiently large to reduce power consumption.
3. Induction heater :
3.1 The feed end of the induction heater is fed by the nip roller feed mechanism to ensure uniform and uniform conveying speed.
3.2 Temperature uniformity: the core and axial temperature difference ≤ 100 ° C when the billet is discharged
3.3 Induction heater is a quick change interchange structure.
3.4 The sensor is knotted with high-quality knotting material, and the sensor coil has a normal service life of more than 3 years. The normal life of the inductor lining is more than half a year.
3.5 There are chutes at the interface between various sensors to facilitate the cleaning of the oxide scale.
3.6 Sensor design using computer, the blank through After incubation, the workpiece can be effectively reduced core temperature difference within the table holding section after section.
3.7 The inductor coil, bus bar and connecting wires have a large cross-sectional area to reduce heat generation.
3.8 The internal connection of the sensor coil is reliable, the inductor is manufactured strictly according to the process requirements , and the water pressure is leak tested before assembly.
Medium Frequency Induction Heating Furnace :Https://www.zplkz.com/plus/view.php?aid=132
Square Billet Heating Furnace : Https://www.zplkz.com/plus/view.php?aid=295
PREV:No More Articles.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved





































